进行落料冲孔加工、落料拉深加工等复合加工的模具结构是通过组合基本模具结构来完成。 在这些加工中首先制作外形(落料)、然后进行追加加工(例如冲孔或拉深)。
通常进行这些加工时落料朝上冲裁、追加的冲孔等加工是朝下进行加工的方式较多。选择能够分别完成这些加工的基本模具结构,进行组合集成,来完成复合模具结构。
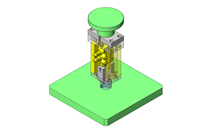
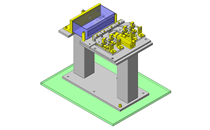
以落料冲孔加工(复合凹模)为例来进行说明。请参阅【图1】。

落料冲孔加工模具是同时进行落料和冲孔的模具。由于具有外形与孔的位置关系准确、制件平面度好、外形与孔的毛刺方向相同等优点,所以经常被使用。此外还能够缩短加工时间。
缺点是因为制件会进入凹模(上模),所以出件容易出现问题。
【图1】中的外形加工采用反装可动卸料板结构、朝上冲裁。冲孔采用常规的朝下正装可动卸料板结构进行冲裁。
通过采用这种位置关系,消除了冲孔时的废料处理问题。将这两个模具一体化。在一体化过程中,不通用的零部件原样保留。互相干涉的零件、落料凸模和冲孔凹模及卸料板和顶出销分别合并成1个零件。这样的零件称为复合零件。通过使用复合零件来完成复合模结构。
在希望进行复合加工时,在对互相干涉的零件进行一体化时,应确定其形状作为模具零部件是否合适、强度是否有问题,如果没有问题的话就可以采用复合模。
由于落料冲孔加工、落料拉伸加工等经常使用,其结构也与参考书籍上的普通模具没有什么区别,所以可以采用这样的形式来完成结构。即使是过去没有的复合加工,也可以参考上述说明的步骤来实现复合加工。